宏富信精密科技(北京)有限公司

宏富信精密科技(北京)有限公司
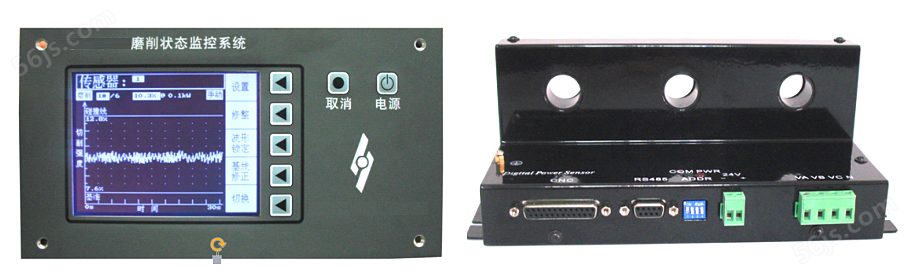
磨削状态监控系统

![]()

如当前工作在监控界面,屏幕内右边区域按键就为④,与五个功能键一一对应。
若在屏幕内右边区域没有出现与功能键对应的文字, 则该功能键在当前界面中无效或不可用。
电源按键(如⑦):打开或关闭显示模块。
取消按键(如⑥):当显示模块正处于监控界面时,该按键不起作用。
当前正处于配置界面时,按下该按键返回到【监控】界面。当前正处于工作参数学习界面时,按下该按键返回到【配置】界面。
【监控主界面 】
仪器启动进入【监控】界面中包括波形、功率比、工作状态等的显示和参考线、时长等的设置。
机床工作模式分为自动和手动。当工作模式为自动时,由机床CNC控制工作状态,不能人为改变,此时按键【修整/磨削】隐藏。
由于自动模式下的操作比手动模式的操作简单,因此我们将着重介绍手动模式下的操作,而自动模式只在必要时强调。
基线修正
在机床加工工件时,随着机床系统环境的变化可能会引起基线的漂移(从开机到运行稳定,机床的基本功率会有所变化,一旦运行一段时间后会保持在一定的功率上),
从而影响GM3000的工作结果。
此按键可对基线进行自动修正,以达到工作结果更准的目的。





【 额定功率设定】
按键【确定】按下传感器模块将按照当前设置的参数进行监控。


传感器详细信息区显示学习到的工作线的值,其中基线值是从空载学习中得来的。工作线的值为加工工件过程中功率的大值。
按键【开始】按下开始加工工件时工作参数的学习。 按键【上一步】按下传感器模块返回到【空载学习】界面。
按键【取消】按下传感器模块退出【工作参数学习】界面,进入【配置】界面。


![]()
:
品牌网站:
服务承诺:
宏富信精密科技(北京)有限公司有限公司对用户提供的不只是产品,还有服务。宏富信“重信誉、重技术、更重服务",深知客户是企业生存的基础,服务是企业发展的源泉,一直切实根据用户的特点和实际要求,推荐解决方案、工艺设计、设备配置、设备安调、人员培训、长期维护及升级换代等售前、售中、售后服务。 您若有测量方面的难题,但至今还没使用过我们的产品或已采购过我们的产品,但对我们的服务还有意见或建议,请下载以下售前客户调查表和售后客户回馈表,填好后回传给我们,我们将为您提供合理的解决方案和采纳您宝贵的意见和建议,将我们优质的产品和服务提供给您!感谢您的支持并欢迎您来享受我们的服务!
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN






物流技术网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码