
上海申弘阀门有限公司

上海申弘阀门有限公司
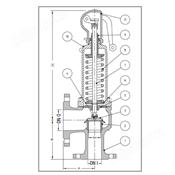
双联式安全阀
双联式安全阀,安全阀本阀门适用于工作工作温度≤350℃的蒸汽,空气等介质的设备和管路上,当设备和管路内压力超过允许值时,阀门自动开启,继而全量排放,当压力降低到规定值时,阀门自动关闭,保证设备和管路的安全运行。
【A37H】的安装和维护应注意以下事项:
1、各种安全阀都应垂直安装。
2、安全阀出口处应无阻力,避免产生受压现象。
3、安全阀在安装前应专门测试,并检查其官密封性。
4、对使用中的安全阀应作定期检查
(1)安全阀应与容器本体直接连接并装在容器zui高处,对液化气储槽上的安全阀应装在气相空间,用于液体的安全阀应装在正常液面以下,而且安全阀进口管的公称直径不得小于15mm。因特殊原因难以装在容器本体上时,可考虑装在出口管路上,但安全阀装设处与容器之间的管路上应避免突然拐弯、截面局部收缩等结构,防止增加管路阻力、引起污物积聚发生堵塞等。
(2)无论安全阀装在何处,在从容器到安全阀之间的连接管和管件通孔其截面积均不得小于安全阀的进口面积。如果一个连接口上装有数个安全阀,则此连接口的面积至少应等于数个阀进口面积的总和,是总和的1.25倍。
(3)在容器与安全阀之间一般禁止装设中间截止阀,但对于盛装易燃、有毒或粘性较大介质的容器,为便于对安全阀进行更换、清洗,可以在容器和安全阀之间装截止阀,但此截止阀的结构和通径尺寸不得阻碍安全阀的正常泄放,当容器正常工作时,该截止阀必须处于全开状态并加铅封。
(4)安全阀后的排放管如有出现冷凝液体的可能,则应考虑有自动排除设施;封闭式安全阀排放管的内径不得小于安全阀出口管的公称直径。排放管原则上应一阀一根,并禁止在排放管上装任何阀门,当两个以上安全阀共用同一根排放管时,排放管的截面积应不小于所有安全阀出口管截面积的总和,并适当考虑排放管的压力降,不使安全阀产生明显的背压。对氧气等可燃性气体或其他混合后能发生化学反应的气体不能共用一根排气管。
(5)新安全阀在安装之前应在试验台上调定其开启压力和回座压力,并检查关闭件的密封性。开启压力可通过调节加在阀瓣上的载荷,如杠杆式安全阀的重锤质量或位置,弹簧式安全阀压紧弹簧的螺母的位置(在正确选择弹簧压力级的基础上),回座力可通过调整安全阀的上下调节圈的位置来达到。
选择得当、安装正确的安全阀还应通过合理地使用和管理才能发挥其作用。日常使用中,为确保安全阀的良好工作状态,应加强维护与检查,保持阀体清洁,防止阀体及弹簧锈蚀,防止阀体被油垢、异物堵塞,要经常检查阀的铅封是否完好,防止杠杆式安全阀的重锤松动或被移动、弹簧式安全阀调节螺母被随意拧动,发现泄漏应及时更换或检修,禁止用加大载荷(如过分拧紧弹簧式安全阀的调节螺母,或在杠杆式安全阀的杠杆上加重物等)的方法消除泄漏。为了防止阀瓣与阀座被气体中的油垢等脏物粘住,对用于空气、水蒸气或更带有粘性脏物但排放时不会造成环境污染的其他气体的安全阀,应定期扳动扳手进行入工排气,以冲刷污物。安全阀常见故障、产生原因及排除方法见表7-2。
安全阀应定期进行检验,包括开启压力、回座压力、密封程度等,其要求与安全阀的调试相同。当检验不合格时应解体,详细检查各零部件是否有裂纹、伤痕、磨损、腐蚀、变形等,并进行修复或更换后组装再进行检查。安全阀定期检验的周期可与所用的容器检验周期相同。
阀体是主要零件之一,不仅是一个承压件,也是一个把其他零件连成一体的重要构件。在加工时应特别加以重视,为了保证相关的形位公差,需要使用一些工装。机械加工完成后,还应进行强度试验,强度试验的具体要求在国标中有详细的规定。表3-3是一个安全阀的阀体加工工艺过程,零件材料为WCB。
表3-3 阀体的加工工艺过程
序号 | 工序名称 | 工序内容和要求 | 简 图 |
1 | 铸造或 锻造 | 铸件或锻件按有关标准要求进行铸造或锻造 |
|
2 | 热处理 | 铸件须经退火热处理 | |
3 | 检验 | 按有关标准对毛坯件进行检验 | |
4 | 划线 | 划出零件的中心线以及加工线和加工参考线 | |
5 | 检验 | 检验钳工划线的精度和质量 | |
6 | 车 | 按简图1所示方式装夹,先加工进口侧法兰面以及孔和螺纹,加工时必须注意加工线 | |
7 | 车 | 按简图2所示方式装夹,加工上侧法兰面。装夹应采用定位胎以保证上下面的形位公差。定位胎使用前须经检验员检验,合格后方可使用 | |
8 | 检验 | 按图纸检验 | |
9 | 钻孔、铰丝 | 在已加工的法兰面上按图纸要求加工螺纹孔和螺栓孔 | |
10 | 检验 | 按图纸检验 | |
11 | 车 | 按简图3所示方式装夹,加工出口侧法兰面。装夹应采用弯板胎装夹以保证各个面的形位公差,弯板胎使用前必须经过检验员检验,合格后方可使用 | |
12 | 检验 | 按图纸检验 | |
13 | 钻孔 | 按图纸要求钻削加工其他孔 | |
14 | 检验 | 按图纸检验 | |
15 | 强度试验 | 强度试验采用水压,试验压力和保压时间按图纸加工要求进行 | |
16 | 油漆 | 在外表面涂防锈漆 | |
17 | 检验 | 按图纸及技术要求进行检验 |
【A37H】参数
该阀门是在一个Y型接头上装设两个同样型号规格安全阀,基公称通径是指Y型接头进口通径,组合情况如下:
A37H型公称通径(mm) | 80 | 100 | 125 |
相应的A47H型公称通径(mm) | 65 | 80 | 100 |
A38Y型公称通径 | 80 | 100 | 150 |
相应的A48Y型公称通径DN(mm) | 50 | 65 | 125 |
A43H型公称通径DN(mm) | 50 | 80 | 100 | 150 |
相应的A47H型公称通径(mm) | 32 | 50 | 80 | 125 |

您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN







物流技术网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码



