

特点:自吸能力强;
结构,无密封结构,不会产生泄漏;
介质流速低,无剪切力,不破坏分子结构。
适用:适用于含固量高、粘度大、矿浆浓度大的腐蚀性介质。
结构,无密封结构,不会产生泄漏;
介质流速低,无剪切力,不破坏分子结构。
适用:适用于含固量高、粘度大、矿浆浓度大的腐蚀性介质。
一、产品简介
宙斯泵业生产的 RGB系列软管泵,又称蠕动泵,耐腐耐磨料浆泵,耐腐耐磨泵,是通过滚轮或者滑块挤压胶管来工作的。泵可以干转,自吸以及处理高粘度、高磨损介质。泵体无须密封,无泄漏,并且每次旋转都能输出固定流量的容积泵,具有转速低、无噪音等特点,用途较为广泛,应用于冶金、稀土、脱硫环保、水处理、造纸、油漆、钛白粉、复合肥等行业。该系列泵有单管和双管两种形式。
宜兴市宙斯泵业有限公司生产的软管泵在使用性能上是UHB系列耐腐耐磨泵高含固量岗位的补充。
宜兴市宙斯泵业有限公司生产的软管泵在使用性能上是UHB系列耐腐耐磨泵高含固量岗位的补充。
1.1 工作原理
其工作原理见图一,是由软管1,装在转子3上的滚轮2和泵壳4等零部件组成。当转动转子时,由滚轮和泵壳夹挤形成的软管内腔A从生成开始逐渐增大,此腔处于吸液状态。转子转至图b位置时,已进入A腔的液体,被滚轮挤送至封闭空腔B,到图c位置时,这部分液体又被挤送到与泵出口相通的D腔,进而排出泵外。转子连续转动,便形成软管的连续“蠕动”,将液体从泵的低压入口不断地向高压出口输送。
蠕动泵挤压软管的滚轮数目也可以是两个,三个或更多。有的泵上,滚轮由具有特殊前后缘形状的低摩擦挤压元件代替。图二就是一台用两个滑轮代替滚轮的蠕动泵结构简图。
1.2 泵的主要特性
a. 自吸能力强,清水吸程可达8m;
b. 结构,不采用密封,所以不会产生泄漏;
c. 可以输送含大量颗粒、纤维或其它杂质的腐蚀性料浆、污泥等;
d. 介质流速低、无剪切力,特别适用于输送对剪切力敏感的物料;
e. 可输送高粘度的介质,还可以输送气、液、固三相混合介质;
f. 通过调节泵的转速,可以调节流量,而泵的出口压力基本不变;
g. 转速一定时,调节出口阀门,可改变泵的出口压力,而流量基本不变,因此,该泵有一定的计量作用,可作为计量泵使用;
h. 换用不同的软管材料,可适用于不同的介质。(请向本公司索要软管的腐蚀参数表)
二、应用范围
该泵允许输送介质的温度为80℃,特别适用于含固量较高、粘度较大的腐蚀性介质,并具有优越的自吸性能,在冶炼(金、银、铜、铅、锌、锡、镍、钴、锰)、磷复肥、钛白、柠檬酸、稀土、稀有金属、无机盐、脱硫环保、水处理、造纸、油漆等行业有着广泛的应用。具体的应用如下:
a. 石油行业中的钻井泥浆和原油及汽油,煤油等有机溶剂和燃料油的输送;
b. 化工行业中的酸、碱、盐以及磷酸料浆、料浆和柠檬酸钙等;结晶液、悬浮液、乳胶、树脂、软泥以及各种料液;
c. 冶炼行业中的矿浆输送、稀有金属液的输送;
d. 医药行业中的药品输送;
e. 水处理和脱硫行业中的泥浆、杂质的输送;
f. 建筑行业的水泥砂浆的输送;
g. 食品行业的物料输送;
h. 造纸行业的纸浆、硫磺浆输送;
i. 陶瓷行业的陶瓷釉浆的输送;
j. 油漆行业的油漆、涂料、胶乳等流动性不好的物料的输送;
k. 化妆品行业的牙膏、乳剂、洗发水、护发素、面霜、面油等;
l. 啤酒行业的酵母、硅藻土、酒槽、糖浆、配料、浓缩液、气液混合物。
三、型号说明

四、泵的结构简图
4.1 RGB系列单管泵结构图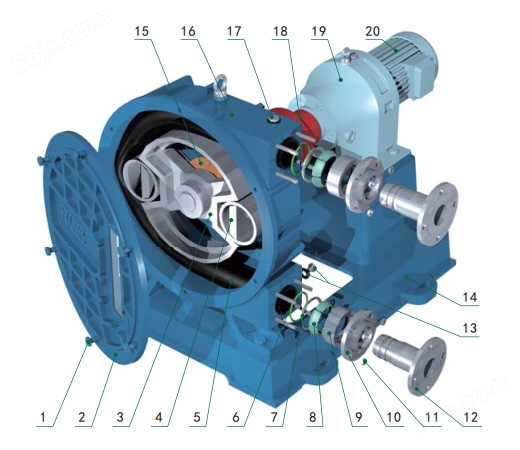
4.2 RGB-Ⅱ系列双管泵结构简图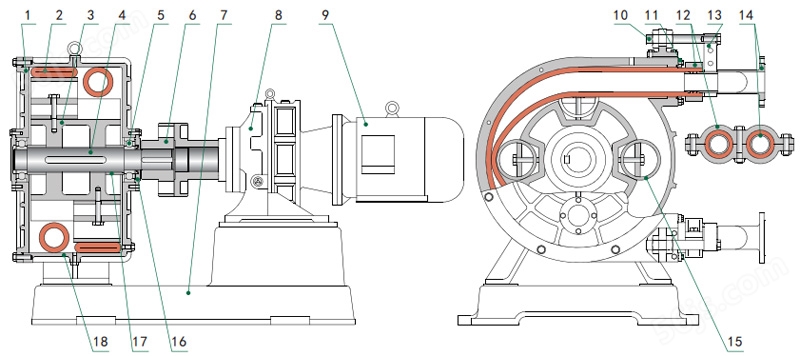
1、泵盖 2、软管 3、转轮 4、主轴 5、轴承2316 6、联轴器 7、底座 8、减速器 9、电机 10、螺杆 11、压板 12、上下夹板 13、抱紧环 14、三通法兰接管 15、滚圈 16、轴承压盖 17、定位圈 18、泵壳
1、泵盖螺栓 2、泵盖 3、凸轮座(滚轮) 4、凸轮块 5、软管 6、O形圈 7、压紧环 8、锁紧块 9、锁紧圈 10、定位法兰 11、定位法兰螺母 12、进出口接头 13、放油孔螺栓与垫床 14、底座 15、轴承压盖 16、泵壳 17、加油孔螺栓与垫床 18、联轴器 19、减速器 20、电机
4.2 RGB-Ⅱ系列双管泵结构简图
1、泵盖 2、软管 3、转轮 4、主轴 5、轴承2316 6、联轴器 7、底座 8、减速器 9、电机 10、螺杆 11、压板 12、上下夹板 13、抱紧环 14、三通法兰接管 15、滚圈 16、轴承压盖 17、定位圈 18、泵壳
五、性能参数表

注:转速35r/min推荐适用于浓度大、粘度大的原料;转速63r/min推荐适用于浓度小、清液等场合。
六、泵的外形及安装尺寸

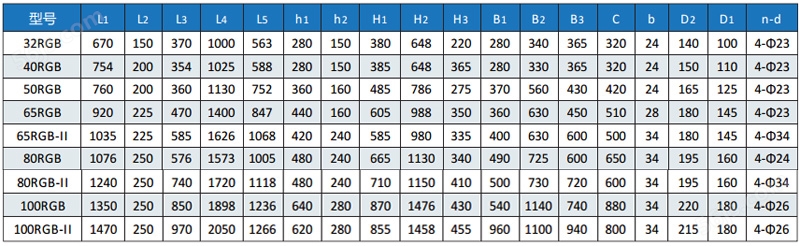
注:1.法兰尺寸按GB/T 9119-2000、1.0MPa;2.若用户所需安装尺寸与表中不同,订货时请加以说明。
七、操作使用与维护方法
7.1 搬运与安装
a. 用户收到设备后,应按装箱单检查设备、备件、随机文件等是否齐全;
b. 搬运时,以泵壳上的吊环螺钉和电机下部为着力点,并要轻起轻放,不要有大的震动和撞击。
c. 泵要安装在宽敞及便于维护的地方,基础要求平整。
d. 泵的进出口管路的内径不要小于规定要求。为了便于检修,当采用吸上工况时,可在泵的出口管路中装上阀门;当采用倒灌工况时,可在泵的进出口管路中都装上阀门,但泵在工作时, 所有阀门都必须全部打开。
e. 当输送的介质粘度较大(>10000厘泊)时,进口管路应尽可能短,并采用倒灌工况。
f. 泵装在硬管道上时,尽量在泵的进出口加载1.5m左右的软管,以减少泵的脉动,并便于泵的维护。
g. 进出口管道本身的重量不允许直接由泵的进出口接头来承担,应另设支架支撑,以免压坏进出口接头。
h. 只要与电机的转向配合好,泵的进出口端可以互换,在安装时可根据需求灵活调整。
i. 若输送的介质中含有锐利或超规格的固体时,应在泵的进液端装上过滤装置。
7.2 运行
在泵开始工作之前,请先做好以下开机前的准备:
a. 检查泵腔内减速器内润滑油是否充足。
b. 检查泵的进出口管道是否安装和固定妥当,各法兰处的螺栓是否拧紧。
c. 检查泵的进出口阀门是否已全部打开。
d. 按启动和停止按钮,点动泵,检查电机转向是否与泵的进出口相配,同时检查泵是否卡死。以上各项检查无误后,方可开机试运转,各方面均无异常时,便可投入正常工作。
7.3 泵的维护和保养
a. 定期检查泵腔内及减速器内的润滑油,泵腔内的润滑油一般在更换软管换掉(泵腔内的润滑油是甘油),减速器应按其说明书要求定期换油(润滑油为:N46号机械油)。
b. 泵在连续工作15-20天后,可将软管拆出,旋转90°后再重新装上,可明显延长软管的使用寿命。
c. 输送的介质中不能有太锋利和太大的固体,否则会影响软管的寿命。
d. 定期检查各连接螺栓螺钉是否松动。
e. 在泵长期停用前,应将泵空运转几分钟将软管内的介质排空,或用清水进行必要的清理。
f. 在输送易结晶的介质时,停机前应将软管内的介质排空,或用清水清理。
g. 应定期检查联轴器的同轴度。
特别注意:①此泵在工作时,进出口阀门应全部打开,否则会引起软管的破裂、电机的损坏等故障!②如果输送的介质会生成硬质沉降物,必须在停机前用清水冲洗干净,否则下次开机时可能造成转轮、联轴器开裂及电机损坏等故障!
八、泵的拆装程序说明
8.1 RGB系列单管泵的拆卸程序(参见P2泵的结构简图)
a. 按要求停机后,将进出口处的管道拆下,空运转泵几分钟,将泵的软管内的介质排空;同时,准备一扁平容器用于盛装泵腔内的润滑油。
b. 将扁平容器放在放油孔的下面,拧出放油孔螺栓与垫床(件13),放净泵腔内的润滑油。
c. 拆卸泵进出口端的零件时,先将定位法兰(件10)上的螺母(件11)拧出,然后将进出口接头(件12)拧出。
d. 然后一次拆出定位法兰(件10)、锁紧圈(件9)、锁紧块(件8)、压紧环(件7)和O形圈(件6),这样进出口端的零件就拆完了。
e. 拧出紧固泵盖的螺栓(件1),并将泵盖(件2)拆下。
f. 点动泵,使凸轮座(件3)和凸轮块(件4)转到水平位置。
g. 拧出靠近泵进出口管一端的紧固凸轮块(件4)的压块上的螺栓,拆下压块并拆出凸轮块。
h. 再次点动泵,使另一端的凸轮块转动180°,再拧出这个凸轮座上的紧固螺钉,拆下压块并拆出这个凸轮块。
i. 最后用一根杠杆拆出软管,必要时点动泵,帮助软管的拆出,这样,整个泵头就全部拆卸完毕。
j. 清理泵腔及其它零件,更换软管,必要时更换其它损坏的零件,特别是注意应检查各密封用O形圈是否可用。
k. 装配时,按以上次序反过来进行装配。注意:在装软管时,应使软管在进出口露出的部分基本一致,必要时,先让电机正转调整,再让电机反转进行调整,直到满意为止。
8.2 RGB-Ⅱ系列双管泵的拆卸程序(参见P2泵的结构简图)
a. 停机后,将进出口的连管道拆下,排空软管中的介质,同时准备一扁平容器,将泵腔内的甘油放出。
b. 将抱紧环(件13)中间的M12螺栓松动卸下,再将顶端M20螺栓卸下,拆掉M36螺杆(件10)的螺母。
c. 拆卸上下夹板(件12)的螺栓,卸下三通法兰接管(件14)及抱紧环。
d. 松动O形圈压板(件11)螺栓,并卸下压板及O形圈。
e. 开动电机将软管(件2)从泵壳(件18)中转出。
f. 松开减速器(件8)与底板(件7)连接的底脚螺栓,移走减速器及电机(件9),用拉马卸掉联轴器(件6)。
g. 拧出固定泵盖(件1)的螺栓,将泵盖及转轮(件3)一道拆出。
注意: 泵盖、转轮及主轴(件4)等连接在一起时,重量较重注意吊装;联轴器端的轴承(件5)是2316(或2315),可以连轴承内圈一道拉出。
h. 拧出泵盖上的轴承端盖的螺栓,卸掉泵盖。
i. 卸出主轴两端的轴承或轴承内圈,取下轴两端的定位圈(件17),并从转轮中敲出主轴。
j. 松动滚圈(件15)中间的螺栓,取出压块,依次取下四个滚圈。
k. 更换软管时清理其它零件,如发现有磨损和损坏的需要更换新的。
8.3 RGB-Ⅱ系列双管泵的安装程序(参见P2泵的结构简图)
a. 先将转轮(件3)上的四只滚圈(件15)用压块及螺栓安装好,再一道装在主轴(件4)的中间部位,两端放上固定圈(件17),然后在联轴器端装上轴承(件5)2316(或2315)的内圈,另一端装上轴承22316(或22315)。
b. 泵壳(件18)大口向上,在轴承位置装好2316轴承的外圈,并装好轴承压盖(件16),再把转轮放入泵壳的内腔,将泵盖(件1)套上,拧上螺栓和轴承压盖及油封。
c. 装好联轴器(件6),转动主轴,运转灵活平稳无任何卡阻现象和杂声出现。
d. 把装好泵壳体与减速器(件8)及电机(件9)一起放在底座(件7)上,拧紧底脚螺栓。
e. 接上电源,转动转轮,把橡胶软管(件2)转入泵腔内,使两端软管露出泵壳8-10cm。
f. 插入三通法兰接管(件14)的其中一头,夹上上下夹板(件12)固定牢固。
g. 再将另一根软管以同样的方法装好,套上防漏油O形圈及压板(件11),再把三通法兰接管套上抱紧环(件13),插入软管内,装上上下夹板用螺栓加固。
h. 把螺杆(件10)的一端穿入抱紧环孔内并固定,用大螺母固定在泵壳上,注意上下夹板与压板的间隙,使其靠上为准。
i. 泵壳内腔加入甘油(因机油对橡胶有一定的腐蚀和老化)至下端视镜一半位置。
九、常见故障及其排除方法
| 故障 | 产生故障的可能原因 | 排除故障的方法 |
| 没有流量 | 1.泵的进出口管路中的阀门未打开; 2.泵的旋转方向不对 3.吸入管路中大量漏气; 4.吸入管路严重堵塞; 5.软管破损严重; 6.介质粘度太大; 7.泵的吸程太大。 | 1.打开全部阀门; 2.改变电机的转向; 3.查找漏气原因并消除; 4.清除堵塞; 5.更换软管; 6.加粗吸入管道,并采用倒灌工况; 7.提高液位,减小吸程。 |
| 流量很小 | 1.吸入管路中少量漏气; 2.吸入管路部分被堵塞; 3.介质粘度较大; 4.介质液位很低,达到池底; 5.软管内壁磨损严重。 | 1.查找漏气原因并消除; 2.清除堵塞; 3.加粗吸入管道,并采用倒灌工况; 4.停止泵的工作; 5.更换软管。 |
| 噪音过大 | 1.零件磨损严重或损坏; 2.介质中含大量气体; 3.出口阀门开的太小或损坏; 4.出口压力太大。 | 1.检查并更换零件; 2.消除气体或继续工作; 3.将出口阀门全开或更换阀门; 4.降低装置扬程。 |
| 电机和减速器发热 | 1.排出压力太大; 2.介质粘度过大; 3.零件磨损严重; 4.选型不当。 | 1.降低排出压力; 2.降低介质粘度或加大电机功率; 3.更换零件; 4.重新选型。 |


